I. Четыре типичных дефекта изделий, вызванных недостаточной сушкой
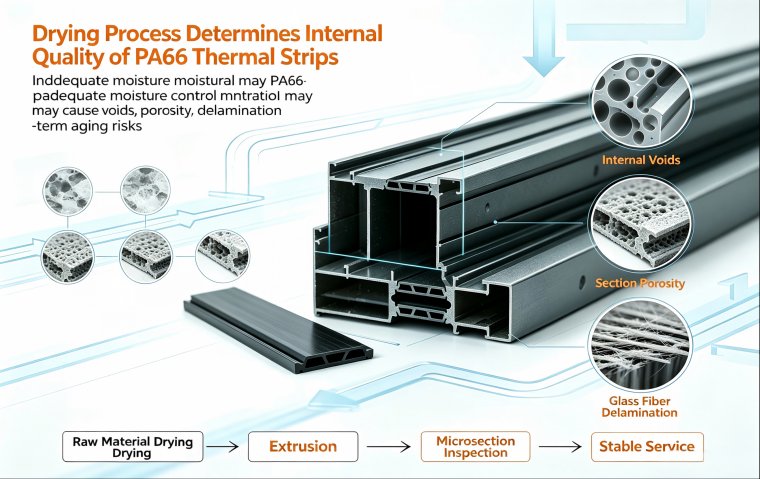
Дефекты внутренних пузырьков и микропористости
При неполном удалении влаги из исходного сырья остаточная влага мгновенно испаряется при экструзии при температуре выше 260 °C. Внутри расплава образуется множество мелких пор и пустот. Эти плотно распределенные поры скрыты и не видны снаружи. Пористую структуру можно обнаружить только после разрезки образца, что напрямую снижает плотность и конструкционную прочность материала.
Дефекты неравномерного перемешивания расплава и расслоения материала
Сыре исходные материалы нарушают процесс плавления смолы PA66 и снижают степень сцепления между смолой и стеклянными волокнами. Появляются локальные скопления стекловолокна, отслоение смолы и расслоение материала, формируя скрытые включения‑дефекты. После прокаливания наблюдается пожелтение стеклянных волокон и появление посторонних примесей, что значительно понижает чистоту сырья.
Дефекты внешнего вида поверхности и точности размеров
Недостаточная сушка вызывает перепады давления расплава и нестабильную скорость экструзии. Полученные профили имеют шероховатую поверхность, ямки, водяные разводы и волнистость. При этом отклонения по прямолинейности, кручению и толщине поперечного сечения превышают допустимые нормативы. Низкая повторяемость размеров между партиями исключает точную сборку лент.
Дефекты ухудшения эксплуатационных свойств и стойкости к погодным условиям
Влага, замкнутая внутри материала, постепенно запускает процесс гидролитического старения молекул при длительной эксплуатации. Ленты для разрыва тепловых мостов теряют вязкость, становятся хрупкими, их устойчивость к тепловому старению сильно снижается. Хрупкость, измельчение и появление трещин возникают уже за короткий период применения изделий.
II. Серьёзные угрозы для оконно‑дверных проектов из‑за дефектов, связанных с сушкой
Во‑первых, возникают выраженные риски нарушения конструкционной безопасности. Пористая внутренняя часть лент для разрыва тепловых мостов значительно снижает их сопротивление растяжению, ветровым нагрузкам и деформациям. При долговременном воздействии нагрузок на крупные створки окон и дверей высотных зданий высока вероятность частичных разломов, деформации профилей и ослабления креплений створок, что серьёзно нарушает устойчивость всей оконно‑дверной конструкции.
Во‑вторых, ухудшаются энергосберегающие и герметизирующие свойства. Внутренние микропоры формируют невидимые каналы конвекции воздуха и существенно повышают коэффициент теплопроводности. В результате ленты утрачивают функцию разрыва тепловых мостов, окна не соответствуют нормативам теплоизоляции и не проходят проверки по энергосбережению. Помимо этого размерные отклонения и неровные поверхности приводят к плохому прилеганию профилей. При длительной эксплуатации появляются утечки воздуха, просачивание воды и снижение звукоизоляции.
В‑третьих, возникают постоянные долгосрочные проблемы по послепродажному обслуживанию. Гидролитическое старение, вызванное неправильной сушкой, развивается постепенно. Через 3‑5 лет эксплуатации массово появляются трещины, усадка, деформации и нарушение герметичности. Доработка и техническое обслуживание влекут высокие расходы и многочисленные жалобы по объектам, что наносит серьёзный ущерб репутации производителей окон и дверей.
III. Обзор распространённых нестандартных режимов выполнения процесса сушки в отрасли
Первое: температура сушки регулируется произвольным образом. Слишком низкая температура не обеспечивает полного удаления влаги, а чрезмерно высокая приводит к окислительной деградации исходного сырья.
Второе: сокращается продолжительность сушки. Производители уменьшают время сушки для увеличения выпуска продукции, из‑за чего материал получается сухим снаружи, но влажным внутри.
Третье: используется оборудование низкого качества. При отсутствии циркуляционной системы удаления влаги обычная сушка горячим воздухом не способна убрать глубоко связанную влагу.
Четвёртое: высушенное сырьё длительное время находится на открытом воздухе. Повторно поглощённая влага не устраняется посредством повторной обработки.
Пятое: переработанные влажные материалы направляются на производство без увеличения времени сушки, что вызывает массовое изготовление дефектных изделий.
IV. Усовершенствованные профилактические меры и решения по оптимизации технологического процесса сушки лент для разрыва тепловых мостов
Модернизация оборудования:Простую сушку горячим воздухом заменяют замкнутой циркуляционной системой осушения и сушки с постоянной температурой и стабильным расходом воздуха. Температурный режим точно поддерживается в диапазоне 90–110 °C, что обеспечивает полное испарение глубинной внутренней влаги и стабилизирует влажность исходного сырья на уровне не более 0,1 %.
Оптимизация технологического процесса:Внедряется дифференцированное управление длительностью сушки для первичного, влажного и вторично переработанного сырья с индивидуально подобранными временными режимами, что исключает использование унифицированных жестких технологических норм. Строго регламентируется толщина слоя и послойное укладывание материала для обеспечения равномерного проникновения горячего воздуха и устранения локальных мертвых зон осушения. Высушенное сырье хранят в герметичных теплоизолированных условиях для предотвращения повторного поглощения влаги.
Совершенствование контроля качества:Создается комплексный механизм проверки качества сушки. Перед запуском каждой производственной партии проводится контроль влажности исходного сырья, а также выборочный контроль с разрезкой образцов для оценки внутренней плотности и исключения дефектов пористости и пустотности. Применяются прокалочные испытания для дополнительной проверки стабильности материала, что исключает поступление некачественно высушенного сырья в производство.
V. Значение строгого контроля процесса сушки для повышения качества продукции в отрасли
Усовершенствованный контроль сушки является ключевым шагом модернизации, который превращает ленты для разрыва тепловых мостов из обычных функциональных изделий в высокоэффективные и долговечные компоненты. Устранение недостатков технологии сушки позволяет полностью исключить базовые дефекты: пористость, появление пузырьков, деформацию и старение материала. Это значительно повышает стабильность показателей между партиями, конструкционную безопасность и долговременную устойчивость к погодным воздействиям лент‑разделителей тепловых мостов, помогает оконно‑дверным компаниям снизить риски послепродажного обслуживания, повысить качество объектов и способствует стандартизации и углубленной оптимизации производственных процессов всей отрасли.
Заключение
Несмотря на то что процесс сушки выглядит простым подготовительным этапом перед производством, он определяет внутреннее качество лент для разрыва тепловых мостов и выступает основным барьером против скрытых дефектов. Большинство проблем с качеством изделий в отрасли возникает из‑за скрытых рисков: пузырьков, пористости, старения и деформации материала вследствие несоответствующей нормативам сушки. Нормирование параметров сушки, оптимизация технологических процедур и проведение тщательных проверок качества сушки как первого контрольного этапа производства позволяют коренным образом улучшить общие характеристики лент для разрыва тепловых мостов из PA66 и гарантировать безопасную, энергосберегающую и стабильную эксплуатацию алюминиевых окон и дверей с разрывом теплового моста на долгие годы.